
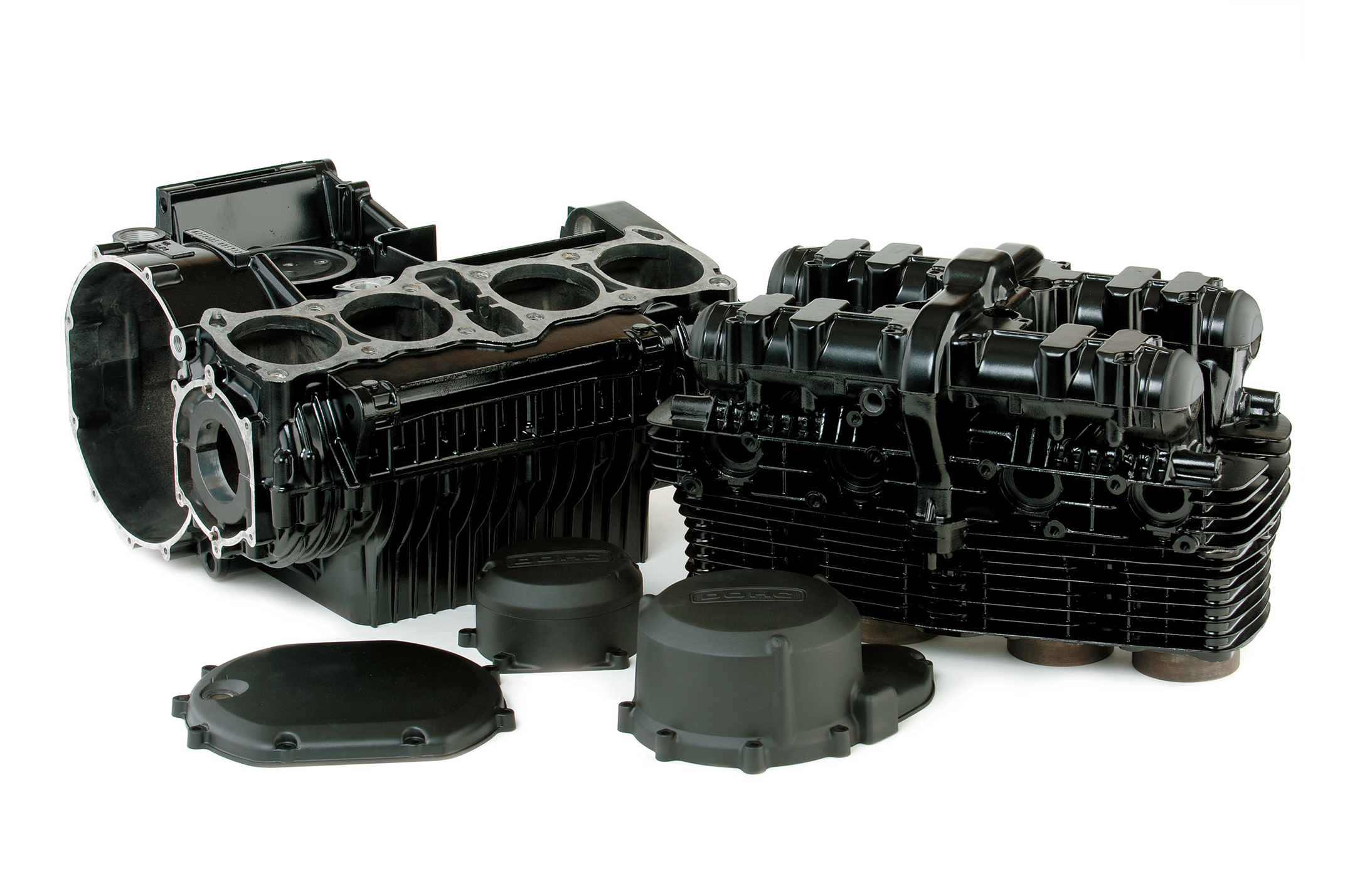
A16のエンジンはフルオーバーホールを施した空冷KZ1000のエンジン。
ここでご紹介している工程は全てのA16エンジンに標準メニューとして採用されているもので、徹底した精密内燃機加工を行った上で最新の対策パーツを数多く採用し組み上げられています。
もちろん他にもオプションメニューの追加は可能で、それらはご相談時にお見積もりとなります。
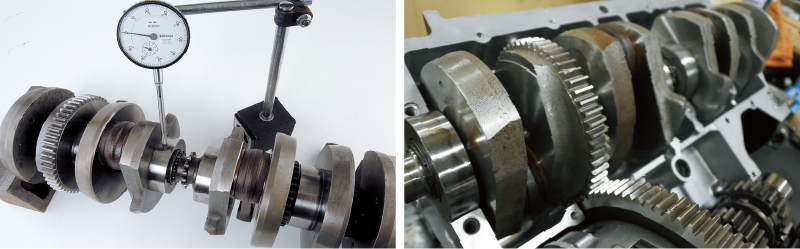
クランクシャフト
心臓部クランクシャフトは経年変化による劣化が著しい個体があり点検測定したうえで、状態良しと判断出来れば芯出しを施して使用。ベアリングに問題があったり、また気筒間の位相にズレが見つかった場合はクランクシャフトを一度全分解してベアリングを交換、リビルド作業を行った上で組み付ける。
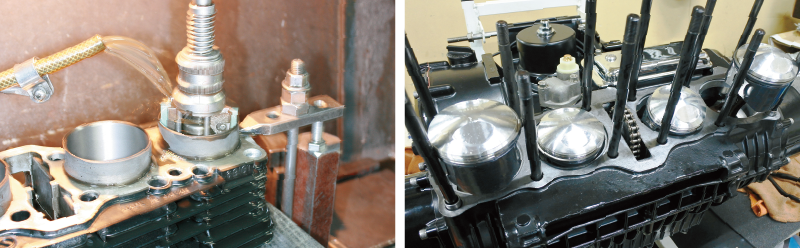
ピストン
A16はドイツヴォスナー社製71mm鍛造ピストンを採用。ノーブレストが正規輸入しているオリジナル設定のピストンで、車輌輸入諸元記載事項でもある。
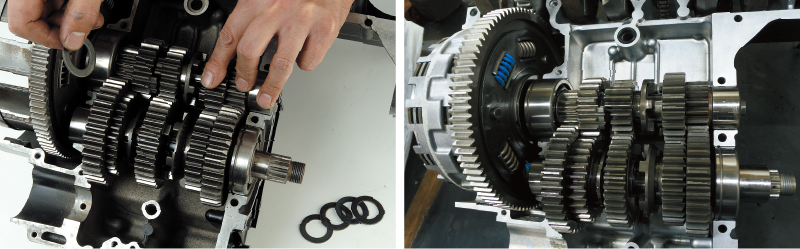
ミッション
ミッションパーツはすでに欠品物が目立つ為、交換したくても入手出来ないパーツは大量にストックしてある中古ミッションの中から使用できるものを選定してオーバーホールする。
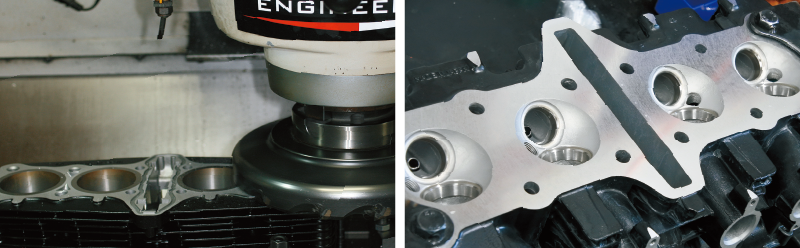
内燃機加工
シリンダーブロックやヘッドの面研は最少値での切削量が基本。それはあくまでデッキ面の歪みをなくす事が目的であり圧縮アップが狙いではないからだ。平均切削値は0.2~0.3mmだが、中には過去に大きく面研されていた個体もある為、最終的にはブロックやヘッドの実質寸法を測定して判断。大きく切削されている個体においては通常よりも厚いベース&ヘッドガスケットを用いて補正する。

スタッドボルト&クラッチ
シリンダースタッドボルトは、改良型サンクチュアリーメカブランド製クロモリスタッド。
クラッチアッセンブリは後期型Z1000Jの純正を使用。
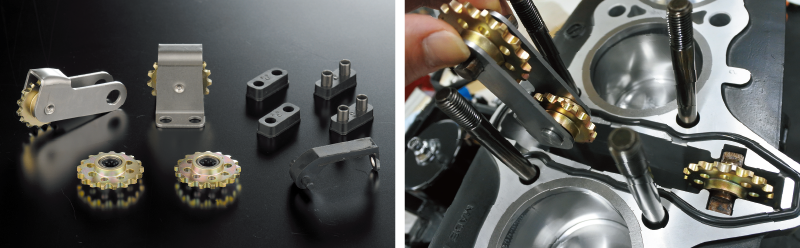
対策タイミングパーツ
タイミングパーツはサンクチュアリーメカブランド製。シリンダー上の2つとトップアイドラーは純正と同じ17T。テンショナーのみ純正のゴムローラーに近い直径の15Tを採用。

バルブガイド
A16で採用されるバルブガイドは長期使用を考慮してベリリウムではなく焼結合金を用いる。旧いガイドを抜き取り下穴を刃物でわずかに拡大。そこにオーバーサイズで製作したバルブガイドを圧入する。バルブガイドを入れ替える事でシートリング面の加工も行う。A16リビルトエンジンではレギュラーメニューである。
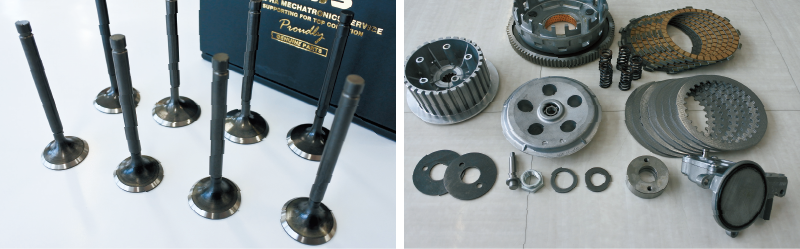
バルブ
バルブはPAMS製のHFバルブを採用。シートカット加工後はバルブを擦り合わせする。